Before winding, the tube is cleaned and blue painter's tape is applied at one inch intervals around the entire section. A thin coating of DAP Alex Plus acrylic caulk is applied to the spaces between the tape lines and allowed to dry for 24 hours. The caulk strips will hold the wire in place during and after winding.

Here the tape is removed in preparation for winding. The wire transport used in prior projects has been rebuilt using wood instead of plastic parts for weight reduction. The sheave on the headstock has also been replaced with a wooden disk.

This is the test setup for the new drive. The bulky old pulley fixture had no speed control and is replaced by the Harbor Freight variable speed polisher , HF item number 60626. The polishing pad is replaced by a small pulley from a clothes washing machine sized to accommodate the 1/4" drive belt shown here.
The polisher has a speed range pot embedded in the handle
which can be set to any speed the operator likes.

The drive is attached to carton for easy alignment with the drive sheave. It's own weight is enough to provide medium tension on the drive belt.

A door hinge attaches the drive to the carton. Now the optimum location for the drive is set directly
underneath the wood sheave.

The wind at the half way point. The 3/32" wire bites into the acrylic strips for consistent alignment.

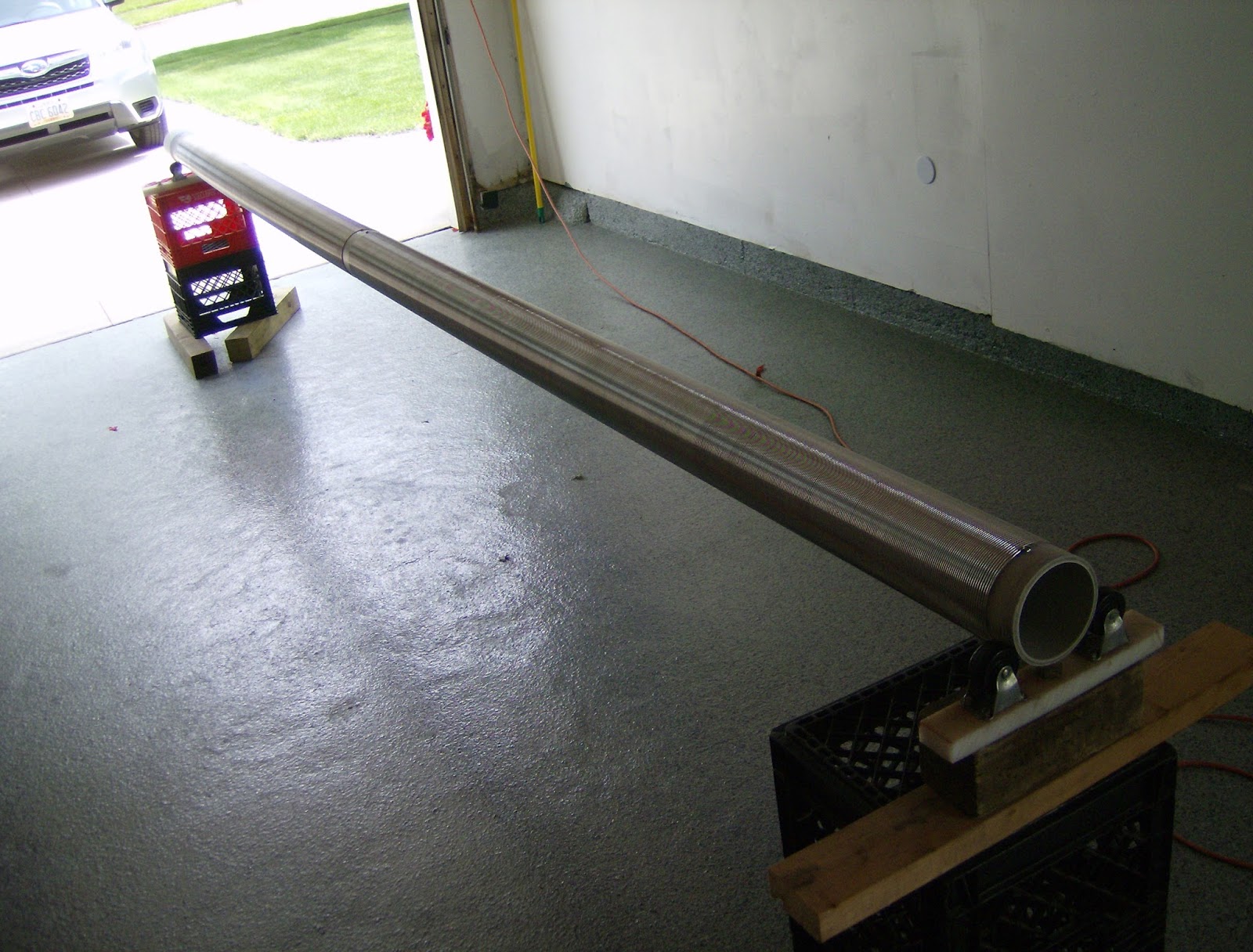
The finished piece is 9 feet tall, sports 500 turns of wire, and is even free standing !

Here's a closeup of the finished coil.

A homemade wire guide is shown here. The clear plastic tubing has a 1/8" id and comes from the stem of a bottle of spray cleaner. The yellow base is a shim used to align ceramic parts.
The two are held together with Harbor Freight Super Glue.
As the coil form rotates, the wire is drawn through the tubing and the space between the turns, or pitch, is maintained by the edge of the shim rubbing against the previous turn, held in place by the operator's hands.