
Monday, June 4, 2018

Use 3/4 to 1 inch spacing for the sealant strip width. Blue painter's tape is used to set the space. Use your fingers cover the gap with a very thin coating of sealant. Disposable latex gloves come in handy for this job.
Allow the goop to set up for at least 4 hours before removing the tape. These strips will secure the wire in position by forming small landing pads that stay flexible for a long time. And it's inexpensive.




3 seconds after the power is turned off. The control switch can be seen just to the left of the wire spool.
Wednesday, May 16, 2018


Wednesday, June 28, 2017
The 20 footer goes together
Monday, June 26, 2017
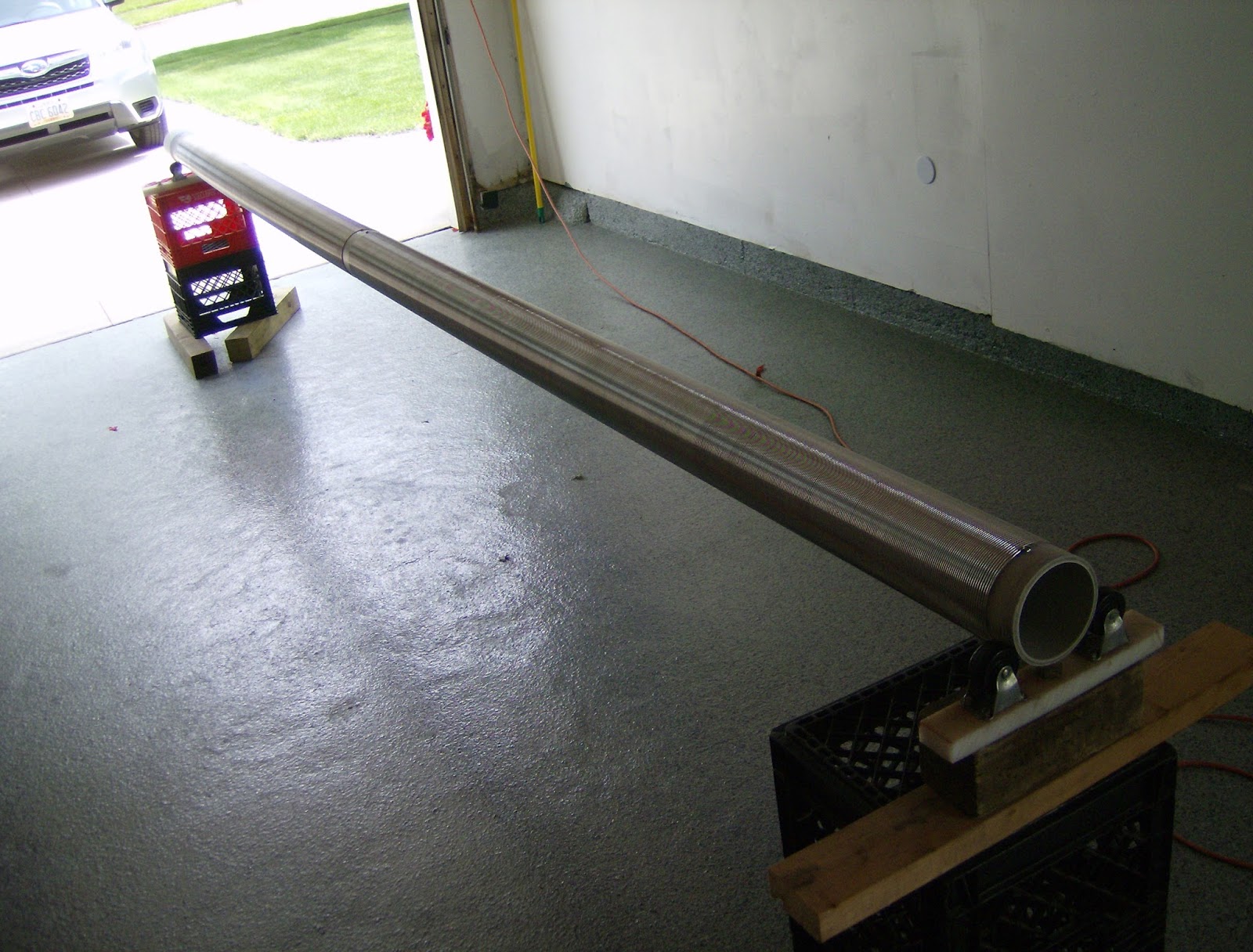
The new schedule 40, 4 inch, 20 foot section arrives from Mars Electric.

it's too big for me to handle.
The first thing to do is to trim it down to 15 feet.

The bell end of the tube is resting on the idler roll in the background. The cut end is in the foreground
and will be fitted with a Cantex 4" coupler, P/N 6141632.

Next, the A52EA42 will get all taped up in preparation for applying the Dap Dynaflex 230 (clear)
caulking compound. The blue painter's tape is used to make 3/4" channels every 60 degrees of rotation, or 6 channels, on the entire length of the tube. The Dap material goes on white and is spread on the channels with the fingers to form a thin coating.

When it drys to a clear finish, it's time to peel off the tape.

Four holes are drilled next; two for each half of the dipole. A one inch space is left in the center
for mounting the coaxial cable retaining clamp.

Above, one half of the winding job is complete. The aluminum .062" (1/16") wire goes on smoothly and the Dynaflex 230 holds it in place perfectly. Coiling time for the 82" section is about 3 hours.
The on/off switch is mounted just to the left of the wire spool. There are always frequent starts and stops, and this is a convenient place for the operator. Also notice the glasses on the seat behind the spool. These are 3.5 dioptre in strength, and are necessary to pinpoint the exact location of the wire
and the guide tool.
To end the job, we'll start the second half from the opposite end of the tube, close to the headstock.

Finally, we're done winding, and only the coaxial cable connection remain.
Standing next to the garage, the finished product. The vertical dipole has two coils each 82 inches
long. 779 feet of wire cover each half.

Note !
The XYL's plants must be protected at all costs !
Subscribe to:
Posts (Atom)